


生產異常控制管理辦法
一.目的
為了把生產中出現的異常狀況迅速而有效地處理,使異常影響降到最低程度。
二.適用范圍
適用于公司生產車間所發生的生產異常。
三.定義
本辦法所指的生產異常是指設備故障、模具損壞、重大品質問題、技術問題、人員不足等影響生產進度,進而會影響到訂單交期的突發狀況。
四.作業規范
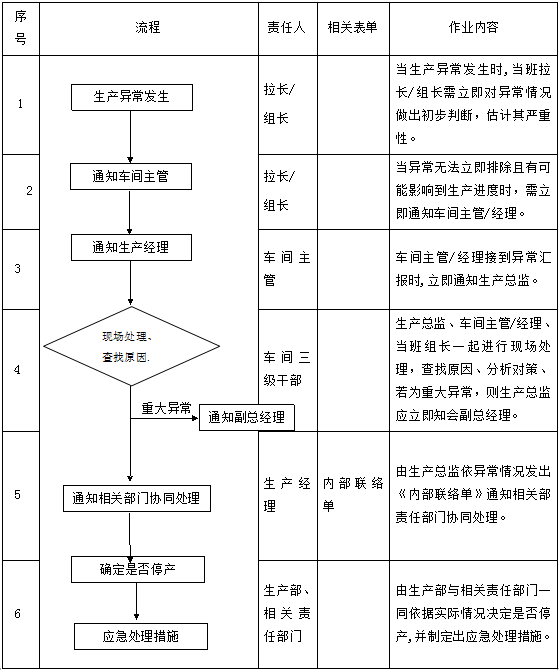
1.當出現生產異常時,現場管理人員立即(10分鐘內)報告主管、經理,車間三級管理人員必需依如下程序進行處理:
1).立即趕到事發現場。
2).立即對現物、現事進行查看分析。
3).立即推出暫行處理措施,以防事態的擴大。
4).及時通知事件的責任部門。
5).立即判斷出問題的嚴重程度,以及其可能的影響程度。
6).查找原因,采取根本措施解決問題,落實責任。
7).驗證采取措施的結果,并積極尋找預防與控制方法。
2.生產總監依據現場實際,決定是否需向副總經理匯報。
3.對需跨部門協同解決生產異常的,由生產總監責成當事單位主管/經理立即發出內部聯絡單,并迅速通知相關部門。
4.相關部門在接到生產異常信息后 10 分鐘內(緊急事件立即處理)趕到生產現場,初步分析。如部門負責人不能到現場應在規定時間內派人到場。
4.1 要求異常主導處理責任人在接到信息后 30 分鐘內要求制定出應急措施:
A 質量異常:由品質部負責主導對異常情況進行分析及處理,必要時組織相關部門專題會議討論解決。
B 設備異常:設備異常由設備部負責對設備進行檢修,如不能 在規定時間內完成則需向相關生產單位說明,同時提出停產申請并回復確定修復時間,維修完成后由生產部責任班長簽署維修結果。
C 物料異常:由PMC根據實際情況書面確定是否調單或代用物料生產。
D 技術、工藝異常:由研發工程部負責主導對異常情況進行分析及處理,必要時組織相關部門專題會議討論解決。
4.2 生產部按應急措施進行調整生產。
5. 相關部門如不能在規定時間內處理,應做出是否停產的意見,并注明預計恢復生產時間。
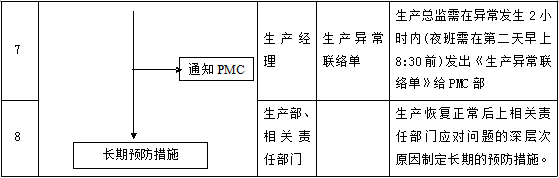
6. 對可能影響的生產進度,由生產經理在異常發生2小時內(夜班則在第二天早上8:30前)填寫《生產異常聯絡單》詳細向PMC部報告。
7. 由異常處理的主導部門在《生產異常聯絡單》中填寫原因分析及應急措施欄,然后交生產部跟進并轉PMC部。
8. 對屬人為因素所造成的生產異常時,生產總監需對相關責任人進行處理。
9. 生產恢復正常后,相關責任部門應針對異常問題的深層次原因制定長期的預防措施,以杜絕同樣異常的再次發生。
五.處罰規定
1 .現場管理人員未在規定時間內報告上級的,處罰10元/次。
2. 當事部門主管/經理未在規定時間內發出《生產異常聯絡單》知會PMC部,依《生產管理條例》處理。
六.相關表單
1.《內部聯絡單》
2.《生產異常聯絡單》