

云南曲軸廠的主產品X195柴油機曲軸兩次被評為部優產品,曲軸質量在主機配套廠中享有聲譽,幾年來由于產品質量過硬,品種適銷對路,企業經濟效益不斷提高。
除1年受市場疲軟等因素的影響各項經濟指標有所下降外,其余年份均保持穩步增長,但同時也可以看到反映企業經濟效益好壞的兩項重要指標資金利稅率和人均實現利稅都沒有達到省級先進企業18%和2300元標準的要求,這說明企業經濟效益不高,企業的各項管理工作還有待于進一步加強,通過挖掘內部潛力來提高經濟效益。經過認真研究分析后發現球鐵鑄件成品率低是影響企業經濟效益進一步提高的重要因素之一,因此有必要對其進行認真研究分析,在找出存在問題原因的基礎上提出改進意見。
?。ㄒ唬╄T件質量狀況分析
云南曲軸廠鑄造車間共有132人,主要生產設備14臺,車間面積4500平方米,年生產能力3521噸,其中球鐵鑄件2321噸,灰鑄鐵件1200噸。球墨鑄鐵廢品率高,是鑄造車間長期以來難以解決的問題,也是影響企業經濟效益的主要原因之一,因此咨詢組對球鐵鑄件廢品率及其造成廢品損失進行了統計。
?。ǘ┣蜩F鑄件廢品的構成因素分析
咨詢組對造成球鐵鑄件廢品的因素進行了分析,收集了有關數據資料。
說明,造成球鐵鑄件廢品的因素有氣孔、夾渣、掉砂、縮松、冷隔、缺水,其中主要因素是氣孔、夾渣、掉砂。
?。ㄈU品產生的原因
產品質量的高低是企業工作質量水平的綜合反映,咨詢組采用現場調查、召開車間部分班組長座談會,請有關科室負責人、技術人員介紹情況等方式,從操作者、設備、管理、環境、材料等五個方面,對造成廢品的原因進行了深人的調查分析并對其中四個方面的主要原因進行了詳細分析:
?。保毠に刭|低,不安心本職工作。
據調查不安心本職工作的職工,老職工中占20%,新職工則為100%。這些職工都認為該工種勞動強度大,條件差,勞保福利待遇低,領導不重視,工資獎金少,社會地位低,因此都在尋找門路離開鑄工車間,使得車間職工調動頻繁,隊伍不穩定,僅一年時間,就調出職工40人,調入職工35人,到鑄工車間工作的35人中只剩1人;缺乏技術骨干,工作時間在20年以上的只有10多人,33個造型工中,技術較熟練的只有10人左右,新工人既無心鉆研技術,也缺乏必要的技術業務培訓。
2.經濟責任制不夠完善。
廠級和車間的經濟責任制,在考核方法和考核指標上存在著有礙于提高產品質量的問題,突出的是重數量輕質量,體現為質量指
4標在經濟責任考核指標中占的比重較小,不能充分調動職工提高產品質量的積極性。經濟責任總收人的多少,主要決定于考核指標系數的大小和產盆的高低,雖然質量指標每下降1%被扣的系數大于其他指標的系數,但不足以抵消由于超產而增加的系數,導致產量沖質量。另外,鑄件質量指標取的是各種產品質量指標的平均值,由于灰鑄鐵的成品率較高,掩蓋了球鐵鑄件成品率不高的事實。再次,在經濟責任的考核制度中還存在廠部對車間沒有體現出責權利三者結合,車間和科室、檢驗員和操作人員對產品質童的好壞沒能現出共同負貴、利益掛鉤的縱橫連鎖作用。
?。常牧稀⑤o助材料方面存在的問題。
對爐料水分、規格、含雜質、銹蝕等問題缺乏嚴格的控制.更無改進措施;型砂質量由于受氣候、處理設備等的影響難以達到要求,導致原輔材料質量不能滿足產品生產的需要。
?。?,質量管理上存在的問題。
?。眩没顒記]有堅持,無固定QC小組。除混砂、爐前設有兩個質量控制點外,其他如造型、合箱、爐料投入等關鍵.工序上沒有設質量控制點;對影響鑄件質量最主要的三個因素:氣孔、夾渣、掉砂,也沒設立工序質量控制點。
?。ㄋ模└纳平ㄗh
針對存在的問題,提出以下六個方面的改善建議:
?。保岣吒骷夘I導、特別是廠級領導的認識,把提高球鐵鑄件的質量作為增加企業經濟效益的重點工作來抓,改變重冷輕熱的傾向,切實解決鑄造車間的實際問題,為車間創造條件,保證職工隊伍的相對穩定。
?。玻囬g領導要從嚴要求,大膽管理,加強職工思想政治工作,充分發揮班組長、技術人員和老工人的作用,注意培養新的骨干力量。
?。常剖乙獦淞檐囬g服務的思想。對技術部門掌握鑄造技術的技術人員到車間解決問題應有時間和工作效率的要求;供應部門應盡最大努力保證原材料、輔助材料的質量。鑄件質量出問題,各有關部門都應承擔一定的責任,而不能只強調客觀,推卸責任。
?。矗訌姽芾砘A工作。制訂原材料、輔助材料的消耗定額,并嚴格按定額發料;注意收集有關鑄件質量的信息并認真進行分析處理,使其發揮作用。加強車間現場管理,清理車間環境,整頓生產秩序,使物料堆放有序,場地整潔。
3.科室要樹立為車間服務的思想。對技術部門掌握鑄造技術的技術人員到車間解決問題應有時間和工作效率的要求;供應部門應盡最大努力保證原材料、輔助材料的質量。鑄件質量出問題,各有關部門都應承擔一定的責任,而不能只強調客觀,推卸責任。
4,加強管理基礎工作。制訂原材料、輔助材料的消耗定額,并嚴格按定額發料;注意收集有關鑄件質量的信息并認真進行分析處理,使其發揮作用。加強車間現場管理,清理車間環境,整頓生產秩序,使物料堆放有序,場地整潔。
5.在造型、合箱、爐料投人等關鍵工序上設立質量控制點,對影響鑄件質量的最主要的三個因素:氣孔、夾渣、掉砂在工序上實行重點控制;普及全面質量管理知識教育,成立固定的QC小組,QC小組活動的次數,效果要列人經濟責任制考核范圍內。
6.對現行的經濟責任考核制度進行修改和完善,實行質量否決制度,單獨對質量指標進行考核??筛鶕v史資料,同行業先進水平,現有原材料供應和鑄造生產條件,確定先進合理的各種鑄件的質量指標,在考核時則根據各品種質量指標的完成情況,給予大于責任制收人總額30%一50%的獎勵和懲罰,車間不可控因素發生變化時,可相應修正指標,同時車間內部也要拉開獎勵差距。
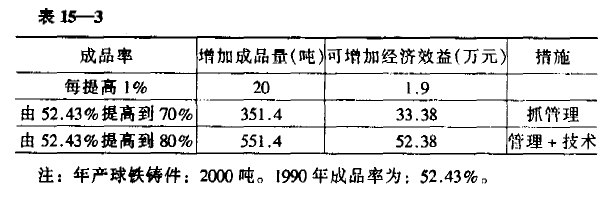
?。ㄎ澹┙洕б骖A測
通過加強各項管理工作以及熔煉設備的更新,先進造型工藝技術的采用,可使該廠球鐵鑄件成品率得到大幅度提高,獲得更高的經濟效益,預測結果見表15-3。